拉拔器用:拉拔模和芯头
拉拔器用主要包括拉拔模和芯头,它们径直和拉拔金属斗争并使其发生变形。拉拔器用的材质、几何体式和名义情景对拉拔成品的质料、成品率、说念次加工率、能量耗尽、坐褥效力及老本都有很大的影响。因此,正确地磋议、制造拉拔器用,合理地采用拉拔器用的材料是相配伏击的。
1 拉拔模
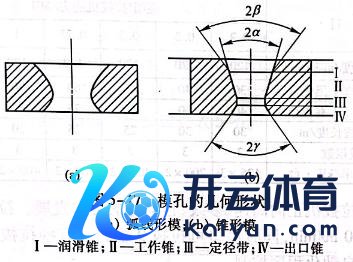
把柄模孔纵断面的体式,可将普通拉模分为曲线形模和锥形模,如图5-17所示。曲线形模一般只用于细线材的拉拔;拉拔管棒及粗线材时,大宗接受锥形模。
A 锥形模的模孔
锥形模的模孔可分为四个带,其中使命锥的半锥角α称为模角;2β和2y分裂为润滑锥和出口锥的锥角。
(1)润滑锥。
体式相同锥形,长度不应小于使命锥的长度,作用是便于拉拔时润滑剂插足模孔,使金属丝赢得充分润滑、减小摩擦力、带走产生的热量及幸免金属丝轴线与模孔轴线不重合时划伤金属丝。润滑锥的锥角2β一般为40°~60°.锥角过大,润滑效力不良;锥角过小,在拉拔经过中产生的千里积物、粉末等不易随润滑剂流掉,堆积在模孔中导致名义刮伤等流毒。
(2)使命锥。
它是拉丝模的关节部位,拉拔时金属在此区发生塑性变形,使金属丝的外形尺寸变形到拉拔后的指定尺寸。它的体式分曲线形和直线形。曲线形使命锥多用于拉拔直径小于1.0mm的金属丝,对大、演义念次变形量齐能保执金属丝与模壁有满盈的斗争面积,利于拉拔。
对较大直径金属丝的拉拔,由于变形区长,制作曲线形使命锥繁重,多接受直线形使命锥。直线形使命锥适用于说念次变形量大的拉拔。若说念次变形量小时,金属与模壁的斗争面积小,导致模孔很快磨损,缩小模型使用寿命。使命锥的长度取决于金属丝的材质和润滑法子:拉拔软质丝的比硬质丝的短;湿润滑拉拔的比干润滑拉拔的短。
模角α过小会使金属与模壁的斗争面积增大,摩擦力及拉拔力增大;模角过大会使金属的变形流线急剧鬈曲,附加剪变形增多,拉拔力增大,何况α角越大,模壁单元正压力越大,润滑剂越容易从模孔中挤出,恶化了润滑要求。因此,骨子拉拔时存在一个拉拔力较小的合理模角区。对不同金属及合金丝的拉拔,α角的合理区间为5°~10°.
(3)定径带。
由它决定被拉拔金属丝的尺寸及精度,增多模孔的使用寿命。定径带使拉拔力增多。它的瑕瑜采用,主要磋议模孔的寿命及拉拔阻力的大小。拉拔粗丝的模孔的定径带比拉拔细丝的长,软质丝的比硬质丝的长,干法拉拔的比湿法拉拔的长。
定径带基本呈柱形,对细丝模,由于磨模孔时必须接受带0.5°~2°锥形的磨针,因此定径带也带有与此交流的锥角。
(4)出口锥。
它可保护定径带不倾圯,在意金属离开模孔时被划伤。中拉和粗拉模型出口锥呈锥形,细拉的呈凹球面形。它的长度一般为1~3mm,锥角2y为60°~70°.出口锥与定径带的贯穿部分应研磨得相配光滑,以免金属丝通过定径带后由于弹性复原或拉拔力所在不正时划伤名义。
B 制模材料
拉丝模主设施受金刚石及硬质合金制作。
(1)制模用金刚石是已知物资中硬度最高、耐磨性极好、质脆而价钱上流的制模材料。这种拉丝模很难加工,一般制作丝径1.0mm以下的模型,现在最大金刚石模的孔径已达2.5mm.
(2)制模用硬质合金。接受钨钴类硬质合金,由碳化钨和钴构成。碳化钨坚毅耐磨是合金的“骨架”,钴是黏结金属,增多合金韧性。跟着含钴量的增多,合金的密度、硬度、抗压强度、弹性模数、导热性和电阻率均缩小,而韧性和抗弯强度升高。跟着碳化钨含量的增多,合金的性能赶巧与上述含钴量增多时的相背。硬质合金具有高耐磨性、耐蚀性及抗碱、抗乳化液偏激他润滑材料作用的淡雅性能。硬质合金拉丝模在多样金属及合金丝的拉拔坐褥中宽泛接受。
(3)其他制模材料。用钢制作拉丝模老本低,加工及修理便捷,但它的硬度低,耐磨性差,使用寿命短,20世纪70年代以后,骨子上已被硬质合金及金刚石等制模材料所代替。跟着拉丝坐褥的发展,东说念主们在盘考建树价廉及使用性能好的新式制模材料,如东说念主造金刚石是其中之一,它的硬度、耐磨性仅次于当然金刚石,优于硬质合金,价钱显着低于当然金刚石,是制作拉丝模的淡雅材料。
东说念主造金刚石模自20世纪70年代初始用于拉丝行业,但其时限于它的制造本领及价钱还较贵,仅在有色金属丝及细钢丝的拉拔坐褥中部分使用。跟着东说念主造金刚石制造本领的发展及老本缩小,到20世纪80年代,东说念主造金刚石材质的聚晶拉丝模已在粗拉、中拉铜丝、钢丝坐褥中使用。
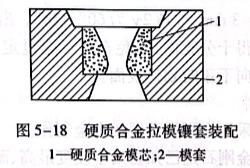
诚然硬质合金具有高的耐磨性和抗压强度,但它的抗张和抗冲击性能较低。在拉拔经过中,拉模要承受很大的张力,因此必须在硬质合金模的外侧镶上一个钢质外衣,给它以一定的预应力,减少或对消拉拔模在拔制时所承受的使命应力,增多它的强度。硬质合金拉模镶套装配如图5-18所示。
2 芯棒(芯头)
短芯棒分圆柱形芯棒和圆锥形芯棒两种。圆柱形芯棒又分空腹的和实心的两类。空腹圆柱形芯棒(见图5--19(a))一般用来拔制内径不小于30mm的管材。在拔制内径较小的管材时,由于芯棒直径已很小,要用实心芯棒。

芯棒直径D就是拔制后管材内径,芯棒长度L与直径D大略有如下相干:L/D=1-1.5为了保证初始拔制时芯棒能告成地被管材带入变形区,芯棒端面一般倒成45°角。使用圆锥形芯棒时,管壁的变形主要在芯棒尖端进行。因此对这种芯棒,正确采用其定径带的长度a及圆锥部分的锥角β很伏击。减壁量一定的情况下,β小则减壁区长,摩擦力增多;β大则变形集结,易加重芯棒端部磨损且正压力的水平重量增多。采用β角要综认为议多样身分的影响。一般β为8°~13°,常用的是8°~9°.长芯棒直径就是拔后管子内径,芯棒长度应大于拔后管子长度。
3 增压模安装
在使用固体粉状润滑剂的拉伸工艺中,为了增强润滑作用,晋升线材的质料和产量,接受增压模安装,其效力较为越过。团结般拉伸经过相比,此法操作绵薄,周期短,坐褥率高,钛线坐褥扩充评释,它是一种相比有但愿的加工法子。
增压模安装是指在拉伸模前安装增压喷嘴的组合模安装(见图5-20).当线材以一定的速率通过拉伸模时,堆放在组合模前
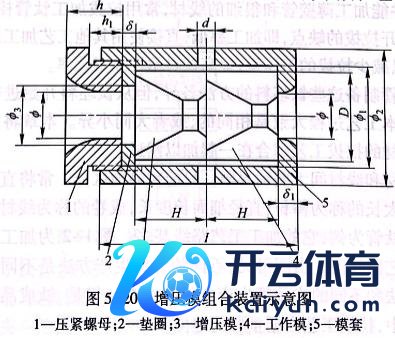
的固体粉状润滑剂被带进增压喷嘴。由于流体能源摩擦旨趣开云kaiyun.com,增压喷嘴以较大的压力向使命模变形区运输润滑剂,酿成自动的增压强制润滑的效力。增压模的模孔直径一般为线材拉伸前直径的1.10倍傍边。不同规格组合模套尺寸见表5-7.
